Characteristics of electric vehicle parts
| electric vehicle parts | |
|---|---|
| Design | Frequent design changes |
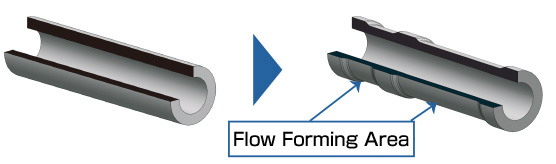
| Manufacturing method | Prioritize shape acquisition and consider production efficiency from now on |
| Production volume | Small batch size |
| Product diameter | There are long and large diameter products, and it is difficult to manufacture with conventional methods such as pressing. |
| Product requirements | Weight optimization, improvement of cooling performance, and cost reduction are required |